
ANALISI PRELIMINARE PER LA REALIZZAZIONE DI ELEMENTI LAMELLARI IN BAMBU ITALIANO








INTRODUZIONE
Attualmente, concetti come sostenibilità, riduzione dell'impatto sull'ambiente, risparmio energetico, sono diventati di uso comune nell'ambito del settore delle costruzioni, tendendo ad indirizzare quando possibile le scelte progettuali verso un più razionale sfruttamento delle risorse a disposizione, sia attraverso lo sviluppo di materiali di nuova concezione, sia tramite un processo di ottimizzazione di quelli già esistenti. Da questo punto di vista, il bambù si presenta come un caso emblematico: materiale naturale conosciuto ed utilizzato in molti ambiti da secoli, dotato di caratteristiche che lo rendono adatto all'utilizzo come materiale strutturale, presenta però alcune criticità, che ne limitano le possibilità di applicazione e di diffusione. Da qui l'interesse nell'effettuare uno studio riguardo allo stato attuale dei processi di ingegnerizzazione di questo materiale, che ha portato all'individuazione di alcuni casi di particolare interesse relativi alla realizzazione di elementi strutturali in bambù lamellare. Nel tentativo poi di valutare le possibilità di successo di tale tecnologia in paesi diversi da quelli normalmente legati all'utilizzo del bambù come materiale da costruzione, è stato realizzato uno studio sperimentale che ha avuto come scopo una indagine preliminare circa la realizzabilità di elementi lamellari con caratteristiche strutturali a partire da bambù italiano. La scelta di materiale autoctono ha avuto origine dalla volontà di uniformarsi all'attuale tendenza riscontrabile nel campo dei materiali da costruzione a basso impatto ambientale (come ad esempio il legno), che si indirizza verso la ricerca di tecnologie e materiali che si prestino ad un accorciamento delle filiere produttive. Una volta verificata nel nostro territorio la presenza di un materiale adatto in termini di reperibilità e di caratteristiche morfologiche, si è proceduto con la definizione dei principali parametri da analizzare, si è passati alla scelta del modo ottimale per determinarli; essendo il materiale oggetto del presente studio ancora in fase di sperimentazione, si è riscontrata una quasi totale mancanza di una normativa al riguardo; per cui, si è deciso di adottare come riferimento per lo svolgimento delle prove le normative esistenti sul legno lamellare per usi strutturali, scelta giustificabile sulla base delle analogie che sussistono in termini realizzativi ed applicativi fra i due materiali. Questo come si vedrà ha comportato dei distinguo circa l'effettuazione delle prove sperimentali, con le dovute conseguenze in termini di interpretazione dei risultati ottenuti, che si sono comunque mostrati adeguati al raggiungimento di interessanti conclusioni di massima circa la fattibilità e le metodologie più indicate per la realizzazione di questo materiale di nuova concezione, oltre che sui possibili sviluppi futuri di studi sull'argomento.
MATERIALI E METODI
Il bambù utilizzato, appartenente alla specie Phyllostachys Edulis, è stato raccolto presso Borgo San Lorenzo (FI) e, dopo un breve periodo di asciugatura naturale, è stato portato presso i laboratori CNR-IVALSA (Istituto per la Valorizzazione del Legno e delle Specie Arboree) dove i culmi raccolti sono stati posti in una cella climatizzata ad una temperatura di 65°C e una umidità relativa del 15% per due settimane.
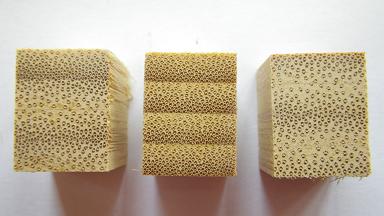
Una volta essiccati, i culmi sono stati tagliati a metà in senso longitudinale per mezzo di una sega a nastro ed in seguito, tramite una troncatrice, ne sono state asportate le sezioni dei nodi.[FIG. 1-2]
La fase successiva della lavorazione è stata quella relativa all'ottenimento delle liste di bambù, cioè le sezioni di culmo da cui in seguito sono state ricavate le singole lamelle. Sulla base delle dimensioni delle canne, divise per classi sulla base di diametro e spessore medi è stata calcolata la lunghezza approssimativa dell'arco di cerchio da tagliare per ottenere lamelle dello spessore e larghezza richieste; questo al fine di ottenere il massimo numero di lamelle da ogni culmo e di limitare così gli sprechi di materiale. Le liste sono state ottenute tramite taglio dei semiculmi effettuato tramite sega a nastro.[FIG. 3]
Una volta ottenute le liste, si è provveduto a trasformarle in lamelle tramite una apposita macchina calibratrice che, per successivi passaggi ha permesso di levigare con precisione le superfici interna ed esterna al fine sia di togliere gli strati di epidermide difficilmente incollabili, sia soprattutto di trasformare le liste convesse in lamelle prismatiche.[FIG. 4-5]
Stati prodotti tre tipi distinti di lamelle, suddivise in base allo spessore: 3 mm, 4 mm e 5 mm, in modo da ottenere una popolazione rappresentativa delle dimensioni medie delle lamelle ottenibili da culmi di Phyllostachys Edulis. Per quanto riguarda le altre dimensioni delle lamelle invece, la lunghezza per ognuna è rimasta quella pari alla lunghezza di internodo del culmo dal quale è stata ricavata (18-25 cm), mentre la larghezza minima ottenuta per ogni superficie lavorata è stata di 17 mm.
Le lamelle così ottenute sono state nuovamente poste in cella climatizzata ad una temperatura di 20°C ed una umidità relativa pari al 65% fino a raggiungere un valore di umidità per ogni lamella compreso fra l'8 e il 10 %[FIG. 6], condizioni ottimali per l'incollaggio come riportato nelle schede tecniche degli adesivi utilizzati fornite dalle ditte produttrici.[1][2][3] Gli adesivi sperimentati sono stati tre: una resina epossidica ( Mapewood® Gel 120, di seguito indicata come EPO) un adesivo poliuretanico ( Purbond® HB S309, di seguito indicato con PUR), ed uno Ureico-Melamminico (PREFERE® 4535, di seguito indicato con MUF).
Le lamelle, una volta portate al giusto tenore di umidità, sono state sottoposte alla fase successiva di incollaggio.[FIG. 7] Come già detto, i fattori oggetto di studio sono stati molteplici:
ñ spessore delle lamelle incollate (3mm; 4mm; 5mm)
ñ tipo di colla utilizzata (EPO; PUR; MUF)
ñ quantità di colla su ogni superficie di incollaggio (75 g/m2, 150 g/m2; 500 g/m2)
ñ orientazione delle facce incollate (faccia esterna su faccia esterna, faccia esterna su faccia interna e faccia interna su faccia interna, di seguito indicate rispettivamente EE, EI, II)
Dal punto di vista pratico questo è stato realizzato predisponendo tre diversi tipi di assemblaggi, all'interno dei quali fossero comprese in egual misura tutte le possibili combinazioni di unioni realizzabili dall'incollaggio di 4 lamelle, per cui avremo: il tipo 1 caratterizzato da due unioni EE ed uno II, corrispondente alla linea di colla centrale; il tipo 2, caratterizzato da tre incollaggi EI, ed un tipo 3 caratterizzato da due incollaggi II ed uno EE corrispondente con la linea centrale.
Si riportano nel seguito tre tabelle riassuntive di tutti gli assemblaggi effettuati, separate per tipologia di colla utilizzate.
3150
3150
4150
4150
4
475
475
5150
5150
|
colla |
spessore lamelle [mm] |
grammatura [g/m2] |
tipo |
|
EPO |
3 |
150 |
1 |
| 2 | |||
| 3 | |||
|
4 |
150 |
1 |
|
| 2 | |||
| 3 | |||
| 75 |
1 |
||
| 2 | |||
| 3 | |||
|
5 |
150 |
1 |
|
| 2 | |||
| 3 | |||
|
Tab.1: piano sperimentale per la colla epossidica. |
|||
3150
3150
4150
4150
4
475
475
5150
5150
|
colla |
spessore lamelle [mm] |
grammatura [g/m2] |
tipo |
|
PUR |
3 |
150 |
1 |
| 2 | |||
| 3 | |||
|
4 |
150 |
1 |
|
| 2 | |||
| 3 | |||
| 75 |
1 |
||
| 2 | |||
| 3 | |||
|
5 |
150 |
1 |
|
| 2 | |||
| 3 | |||
|
Tab.2: piano sperimentale per la colla poliuretanica. |
|||
4500
4500
5500
5500
|
colla |
spessore lamelle [mm] |
grammatura [g/m2] |
tipo |
|
MUF |
4 |
500 |
1 |
| 2 | |||
| 3 | |||
|
5 |
500 |
1 |
|
| 2 | |||
| 3 | |||
|
Tab.3: piano sperimentale per la colla ureica-melamminica. |
|||
Per garantire la buona riuscita degli incollaggi è stato necessario far avvenire il processo di indurimento delle colle in condizioni controllate di pressione e temperatura. Per quanto riguarda la temperatura tutte e tre le tipologie di adesivi reticolano senza particolari problemi a temperatura ambiente, mentre le diverse pressioni di incollaggio[1][2][3] hanno richiesto l'allestimento di due presse in cui porre gli assemblaggi per il tempo necessario alla presa. La tabella che segue riassume i valori di pressione e i tempi in pressa adottati per eseguire gli incollaggi, tenendo presente che sono stati effettuati ad una temperatura media di 25°C e una umidità relativa dell'ambiente del 50%.[FIG. 8]
|
tipo di colla |
pressione applicata [N/mm2] |
tempo in pressa [ore] |
|
EPO |
0,3 |
24 |
|
PUR |
1,5 |
2,5 |
|
MUF |
1,5 |
3 |
|
Tab. 4:pressioni applicate e tempi in pressa utilizzati per le tipologie di colle testate, a 25°C e 50% U.R. |
||
Trascorso il tempo necessario, gli elementi incollati sono stati tolti dalla pressa e mantenuti per una settimana in condizioni controllate, al fine di garantire il corretto indurimento delle colle. Passati i sette giorni di maturazione, i lotti di lamelle incollate sono stati rifilati tramite una sega circolare di precisione, al fine di regolarizzarne i bordi esterni e di ottenere degli elementi prismatici di larghezza uniforme pari a 15 mm (che sarà poi la larghezza dei provini da testare sottoporre a prova, e un'altezza nominale variabile fra 12 mm, 16mm e 20 mm, a seconda che gli elementi siano costituiti da lamelle di 3, 4, o 5 mm.
Infine, dagli elementi lamellari regolarizzati ottenuti al termine del processo di rifilatura sono stati tagliati i provini veri e propri, di dimensioni pari a 15x15x(12; 16; 20) millimetri, operazione effettuata tramite una troncatrice.[FIG. 9-10]
I provini così ottenuti, 10 di media per ogni assemblaggio, sono stati selezionati e separati per essere destinati alle due distinte tipologie di prove: quella per la determinazione della resistenza a taglio delle superfici di incollaggio (UNI EN 392[4]) e quella per la determinazione della delaminazione (UNI EN 391[5]).
RISULTATI E DISCUSSIONE
Resistenza a taglio delle superfici di incollaggio
Le prove di taglio effettuate hanno messo in evidenza un diverso comportamento degli assemblaggi al variare dei fattori presi in esame; innanzi tutto dal punto di vista qualitativo sono state osservate delle differenze nei tipi di rottura presentatisi al variare della tipologia di adesivo testato. I provini incollati con resina epossidica hanno presentato rotture principalmente interfacciali e con asportazione di materiale, senza particolari distinzioni osservabili fra le diverse superfici di incollaggio (EE, EI, II)
FIG.11: esempi di rotture in provini incollati con resina epossidica a diverse grammature e a diversa orientazione: EE 150 g/m2 (a) ;EE 150 g/m2 con presenza di asportato profondo (b);EI 75 g/m2 (c).
Per quanto riguarda la colla poliuretanica invece, si è osservato nella totalità dei casi, a prescindere da grammatura, spessore e superficie di incollaggio, una rottura di tipo coesivo dell'adesivo, come si può vedere nelle foto seguenti, indicative di praticamente tutti i provini incollati PUR sottoposti a taglio.
Fig. 12: esempi di rotture coesive nell'adesivo riscontrate in tutti i provini testati con colla PUR; EE (a); II (b); EI (c). La rottura di tipo coesivo è testimoniato dalla colorazione biancastra sulla superficie di incollaggio.
Infine, per quanto riguarda la MUF, si è osservato un ottimo comportamento dal punto di vista della tipologia di rottura: queste infatti si sono presentate nella maggior parte dei casi con asportazione di materiale, in molti casi anche a livello profondo, in tutte e tre le tipologie di incollaggio (EE,EI,II).
Fig. 13: esempi di rotture in provini incollati con colla MUF; II (a);EE (b); EI (c), in cui si può osservare l'alta percentuale di materiale asportato e la profondità dell'asportazione di materiale
Passiamo adesso a riportare e ad analizzare i dati ottenuti nelle prove di taglio, i cui valori medi per ogni incollaggio sono riepilogati nella tabella e nel grafico che seguono:
|
|
|
Tab. 5: riepilogo dei valori medi e della deviazione standard per la resistenza a taglio delle superfici di incollaggio. |
Osservando la tabella, si osserverà che per l'intera serie relativa all'assemblaggio da 4 mm con superficie di incollaggio interno su interno (II) con colla epossidica a grammatura 150 g/m2 non sono stati riportati risultati; questo è dovuto al processo di trattamento dei dati, che ha evidenziato la presenza di valori insoddisfacenti in quanto in netto contrasto fra loro e difficilmente paragonabili con gli altri; questo fatto è probabilmente da ricondurre ad errori nell'assemblaggio dei provini, che ha portato alla loro esclusione, pur se a scapito della completezza dei risultato.
FIG 14: riepilogo dei valori medi di resistenza a taglio delle superfici di incollaggio (in MPa), separati per tipo. La barre verticali in figura rappresentano la deviazione standard.
Procedendo ad un'analisi dei risultati ottenuti si può osservare che, per quanto concerne l'effetto delle tre tipologie di colle sperimentate, la epossidica e la ureica-melamminica hanno presentato, tranne nei casi MUF 5 mm sulle superfici di incollaggio EI e MUF 4 sulle superfici di incollaggio II, le stesse prestazioni meccaniche, mentre la colla poliuretanica ha mostrato un comportamento nettamente meno performante. Inoltre le evidenze sperimentali mostrano che le due differenti grammature considerate per le colle EPO e PUR non hanno avuto nessuna influenza pratica (le differenze riscontrate cioè non sono state statisticamente significative).
Andando più nello specifico, si passa ad analizzare separatamente per ogni tipo di adesivo l'effetto delle tre diverse combinazioni di facce incollate.
FIG. 15: valori medi di resistenza a taglio (in MPa) per la colla EPO al variare dell'orientazione delle facce incollate. La barre verticali in figura rappresentano la deviazione standard.
Per quanto riguarda la colla epossidica (fig.15), si può osservare una apparente tendenza alla diminuzione nel passaggio da EE a EI a II; tuttavia, data la notevole dispersione dei valori misurati, tale andamento non è statisticamente significativo. Inoltre, osservando le tre possibili combinazioni studiate, non emergono differenze di comportamento che si possano definire significative, almeno dal punto di vista statistico al variare di spessore delle lamelle e di grammatura di colla.
FIG.16: valori medi di resistenza a taglio (in MPa) per la colla PUR al variare dell'orientazione delle facce incollate. La barre verticali in figura rappresentano la deviazione standard.
Passando ad analizzare il comportamento della colla PUR (fig.16), si può notare come l'elevata dispersione dei dati sperimentali ottenuti rendere difficoltosa l'identificazione di particolari tendenze. Fermo restando questo fatto, la combinazione EE presenta valori più alti ed indipendenti da fattori come spessore e grammatura applicata, ad eccezione del caso 4 mm, 150 g/m2, in cui il dato medio sperimentale è confrontabile con quello della superficie di incollaggio II. Per quanto riguarda gli altri casi, una indagine statistica più raffinata potrebbe ridurre queste differenze, riportando i risultati a valori più omogenei, ad eccezione di quelli relativi allo spessore 3 mm. Ad ogni modo fra le colle testate questa è quella che ha manifestato il comportamento più scadente, anche ragionando solo in termini di valori medi. Il fatto che gli adesivi poliuretanici evidenzino prestazioni meccaniche inferiori rispetto ad altri adesivi strutturali è già stato riscontrato in letteratura[6]. Tale circostanza può essere riconducibile a due probabili cause: o le condizioni che il produttore ha ottimizzato per il legno non sono mutuabili tout court al caso del bambù (che rispetto al legno di conifera presenta valori sensibilmente più alti di densità e durezza, e quindi compattezza superficiale, oppure ad una effettiva inadeguatezza di questa tipologia di colla ad assolvere la sua funzione nei confronti del materiale bambù. Per esempio, la elevata rapidità di indurimento del prodotto (il più rapido tra quelli utilizzati) associata al fatto che il prodotto è igroindurente, probabilmente implica che l'adesivo non riesca a penetrare efficacemente all'interno del materiale. Tale ipotesi andrà comunque verificata tramite adeguate e mirate prove sperimentali.
FIG 17: valori medi di resistenza a taglio (in MPa) per la colla MUF al variare dell'orientazione delle facce incollate. La barre verticali in figura rappresentano la deviazione standard.
Infine, per quanto riguarda l'adesivo MUF, si osserva che fra gli incollaggi da 5 mm non si osservano differenze di sorta, mentre nel caso di quelli da 4 mm, l'assemblaggio II appare più debole; quest'ultimo dato però può essere connesso con un inconveniente occorso nella realizzazione del provino, come si è già avuto modo di notare a commento del grafico riepilogativo iniziale (fig.14), il risultato fa dubitare per la sua attendibilità.
Riguardo all'effetto dello spessore sulla resistenza a taglio delle superfici di incollaggio, per tutti e tre i prodotti e a parità di grammatura si può dire che lo spessore non presenta una influenza statisticamente significativa, eccezion fatta per la combinazione II delle colle EPO e MUF (sul cui valore però è ragionevole dubitare), mentre i valori ottenuti dalla PUR si presentano troppo dispersi per poter essere utilizzati in maniera affidabile.
Delaminazione
Si è osservato che il fenomeno di delaminazione si è presenta in tempi brevissimi dal momento in cui i provini vengono posti in stufa; il fenomeno infatti si è manifestato nella maggior parte dei casi nell'arco delle prime due ore a 65°C, mantenendosi poi abbastanza costante nelle successive, fino al momento della misurazione finale delle fessure apertesi. Alcuni dei provini analizzati presentavano un così alto livello di delaminazione da “smontarsi” in corrispondenza di alcune superfici di incollaggio al momento di togliere i provini dalla stufa.
Fig. 18: esempi di provini delaminati PUR-150 tipo 3 (a) e tipo 2 (b)
Come si può verificare dalla Fig. 18 la deformazione osservata dopo delaminazione indica che queste lamelle sono soggette a sollecitazioni perpendicolari alla linea di colla principalmente nelle parti esterne per i provini di tipo 3 e nelle porzioni più interne per i provini di tipo 2. Passiamo adesso a riportare e ad analizzare i dati ottenuti nelle prove di delaminazione, i cui valori medi sono riepilogati nella tabella e nel grafico che seguono:
|
|
|
Tab. 6:riepilogo dei valori medi di delaminazione.. |
Fig. 19: riepilogo dei valori medi di delaminazione (in %), separati per tipo. Le barre verticali in figura rappresentano la deviazione standard.
Come è possibile verificare dai valori delle deviazioni standard riportati in Tab. 6 i valori della delaminazione sono risultati essere estremamente dispersi, soprattutto in alcuni casi, cosa che rende difficoltoso un confronto affidabile trai dati. Tuttavia alcune tendenze emergono con sufficiente chiarezza.
Già ad una prima analisi risulta evidente di come la colla MUF sia quella che ha evidenziato un comportamento migliore, non presentando delaminazione per nessuno dei due spessori utilizzati. Per quanto riguarda le colle EPO e PUR invece, si osserva una sostanziale equivalenza di comportamento, pur con le differenze nei confronti della superficie di incollaggio che verranno messe in evidenza nei grafici seguenti in cui le colle vengono prese singolarmente in considerazione e divise per combinazione di facce incollate.
Nel caso della colla EPO la tendenza è ad un peggioramento passando da EE a EI a II è nettamente più evidente (come si ricorderà nel caso del taglio tale tendenza pur se presente non era stata statisticamente significativa); fa eccezione il dato EI a 5 mm, che appare anomalo.
Fig.20 valori medi di delaminazione (in %) per la colla EPO al variare dell'orientazione delle facce incollate. Le barre verticali in figura rappresentano la deviazione standard.
Fermo restando che i dati presentano una elevatissima dispersione, i risultati ottenuti porterebbero a concludere che lo spessore di 3 mm favorisca la delaminazione; cosa peraltro molto strana, in quanto in controtendenza con quanto normalmente succede nel caso del legno lamellare, dove a lamelle di spessore inferiori corrispondono in generale delaminazioni più basse.
Facendo affidamento alle evidenze sperimentali raccolte, sembrerebbe che una minore grammatura possa evitare la delaminazione anche nel caso della sup. EI. Tale circostanza andrà verificata nuovamente, ma potrebbe essere imputabile al minore spessore della linea di colla che si ha nel caso delle grammature più basse.
Fig. 21: valori medi di delaminazione(in %) per la colla PUR al variare dell'orientazione delle facce incollate. Le barre verticali in figura rappresentano la deviazione standard.
Nel caso della colla PUR, differentemente da quella epossidica, la superficie di incollaggio EI sembrerebbe essere quella più debole, trascurando il dato II a 150 da 4 mm in quanto troppo disperso per poter essere utilizzato ai fini del elaborazione di un modello di comprensione affidabile. Più evidenti risultano invece la mancanza di influenza osservabile nel caso dello spessore e della grammatura della colla e la totale assenza di delaminazione nelle unioni EE, così come osservato nel caso della EPO. Infine, fra tutti i risultati ottenuti, quello che riguarda la delaminazione dei provini su cui è stata sperimentata la colla MUF è di certo quello più immediato; in nessun caso infatti, né di spessore delle lamelle, né di tipologia di incollaggio delle facce delle lamelle, è stata osservata presenza di delaminazione. Questo può essere coerente con quanto osservato per la stessa colla nel caso del taglio; gli alti valori medi ottenuti potrebbero essere spiegati con una buona penetrazione dell'adesivo all'interno delle fibre di bambù ed una buona interazione col supporto stesso, rendendo le unioni così realizzate particolarmente performanti.
CONCLUSIONI
L'identificazione del Phyllostachys edulis, come specie autoctona di alcune regioni italiane ha permesso di concludere che sul territorio nazionale esiste almeno un tipo di bambù di caratteristiche morfologiche adeguate all'ottenimento di lamelle che, sebbene di dimensioni leggermente più piccole, presentano comunque caratteristiche e prestazioni paragonabili a quelle ottenibili dalle specie di bambù giganti. In aggiunta a questo si è rilevato che alcune delle tipologie di colle testate, scelte fra quelle correntemente utilizzate nella realizzazione di elementi in legno lamellare strutturale, mostrano un comportamento soddisfacente nei confronti della qualità degli incollaggi. Per quanto riguarda le prestazioni attese al variare dei fattori oggetto dello studio, si può concludere che le migliori caratteristiche valutate in termini di resistenza al taglio e di delaminazione totale delle superfici di incollaggio vengono espresse nel caso di assemblaggi effettuati con colla ureica-melamminica. Il lavoro ha fornito anche utili indicazioni di carattere operativo, relativo cioè alle modalità di assemblaggio delle lamelle, per cui si è potuto rilevare che l'incollaggio di facce esterne su facce interne (disposizione questa che permette di ottenere una maggiore omogeneità delle lamelle all'interno del composito ed un migliore sfruttamento di materiale) produce assemblaggi di qualità accettabile, e che fattori come lo spessore delle lamelle e la grammatura di colla applicata (finché si rimane nei range consigliati dai produttori) hanno una influenza marginale sulle prestazioni generali dell'incollaggio, risultato quest'ultimo che consente di utilizzare i prodotti collanti in maniera più razionale. Una ultima osservazione è doverosa parlando dei risultati ottenuti: le tipologie di prova adottate sono state mutuate dal corpus normativo riguardante gli elementi lamellari in legno; questo ha comportato la necessità di adattare le tipologie di prova al materiale bambù, soprattutto per quanto riguarda le dimensioni dei provini testati, inferiori a quanto previsto dalla normativa sul legno. Questo potrebbe comportare degli effetti al momento non prevedibili qualora si tentasse di estendere i risultati ottenuti al caso di interi elementi in lamellare. Si ritiene pertanto prematuro al momento tentare di stabilire una connessione diretta fra i valori medi ottenuti nel caso dei provini di laboratorio e quelli ottenibili per analoghe prove su provini estratti da elementi in bambù lamellare.
Ad ogni modo, le incoraggianti evidenze ottenute nel presente lavoro pongono le basi metodologiche e sperimentali per la conduzione di studi più approfonditi sull'argomento, e fanno ben sperare circa un futuro sviluppo di un composito strutturale dotato delle caratteristiche ottimali per l'utilizzo nell'ambito del settore delle costruzioni. Si auspica qui che attraverso queste basi si possa magari arrivare ad un livello di conoscenza tale da permettere un utilizzo su larga scala del materiale e delle tecnologie realizzative ad esso connesse, al quale il presente studio ha voluto dare un seppur piccolo contributo.
BIBLIOGRAFIA
[1] www.mapei.it; scheda tecnica del prodotto; Mapewood® Gel 120.
[2] www.purbond.com; scheda tecnica del prodotto; PURBOND HB S309_E Purbond Technik / 04-2011
[3] www.dynea.net ; scheda tecnica del prodotto; PREFERE® 4535.
[4] UNI, Ente Nazionale Italiano di Unificazione; norma EN 392 “Legno lamellare incollato-prova di resistenza a taglio delle superfici di incollaggio”;1997
[5] UNI, Ente Nazionale Italiano di Unificazione; norma EN 391 “Legno lamellare incollato-prova di delaminazione delle superfici di incollaggio”;2003.
[6] GONZALEZ, H. A.;HELLWIG, S.; MONTOYA, J. A.; Determinacion del adhesivo optimo en la fabricacion de vigas de bambù; 2009; Facultad de Ciencias Agropecuarias; vol.7; n° 1, Universidad de Pereira, Colombia; p.67.
Altre fonti consultate:
NUGROHO, N.; ANDO, N.; Development of structural products made from bamboo II: fundamental properties of laminated Bamboo Lumber.; 2001; Journal of Wood Science; n°47; p. 237-242.
BASSETT, K.; Effect on certain variables on strength of glued end promediond joints; Forest Products Journal; 10 (11): 1960, p. 579-585
ATROPS, J. L.; (1969) Elastizität und Festigkeit von Bambusrohren; 1969;. Der Bauingenierur 44; Heft 6, p. 220-225.
MALANIT, P.; BARBU, M.C; Physical and mechanical properties of oriented strand lumber made from an Asian bamboo (Dendrocalamus asper Backer); 2010; European Journal of Wood Production; n° 69; 27-36.
LIN, C. J.; TSAI, M. J.; Nondestructive evaluation techniques for assessing dynamic modulus of elasticity of moso bamboo (Phyllosachys edulis) lamina; 2006; Journal of Wood Science; n° 52; p.342-347.
S. TALABGAEV ,S; LAEMLAKSAKUL, V; Experimental Studies on the Mechanical Property of Laminated Bamboo in Thailand; 2003; World Academy of Science, Engineering and Technology; 34.
STEIGER, R.; GEHRI, E.; RICHTER, K.; Quality control of glulam: shear testing of bondlines; European Journal of Wood and Wood Productu; volume 68; n°3. p. 243-256.
YANG, T.;WANG, S.Y.; CHENG, Y.L.: Evaluation of the mechanical properties of Douglas-fir and Japanese cedar lumber and its structural glulam by nondestructive techniques; 2008, Construction and building material; vol. 2; n°4; p.487-493.
TENORIO, C.; MOYA, R.; Comparative study on physical and mechanical properties of laminated veneer lumber and plywood panels made of wood from fast-growing Gmelina arborea trees; 2010; Journal of Wood Science, volume 57, n°2.
CORREAL, F.;RAMIREZ, F.; Influence of Adhesive Spread Rate in the Mechanical Behavior of Glued Laminated Guadua;2009; ICBS-2009: Second International Conference on Modern Bamboo Structures
CARMONA R.; ESPINOZA F.; BULL C. Influencia de la densidad de la madera en la encolabilidad de Pinus radiata D. DON; 2003; Universidad de Chile.
OTA, M.; Studies on the Properties of Bamboo Stem (Part 13). On the Relation between Shearing Strenght Parallel to Grain and Moisture Content of Bamboo Splint; Bulletin N° 25; Kyushu University; Japan. p.121
ALIPON, M.; FIDEL, M; BONDAD, E.; Bonding strenght evaluation of modified commercial glues on bamboo and bamboo wood combination; Forest Product Research and Development Institute.
AHMAD, M.; KAMKE F.A.; Analysis of Calcutta bamboo for structural composite materials: physical and mechanical properties; Wood science and Technology, 2005; n° 39; p. 448-459.
BUCUR, V.; Initiation of growth of delamination in wood and wood-based composites, a fracture mechanics approach; 2007; in Delamination in Wood, Wood products, and wood based composites, 2011, parte1; p.51-100.
SHUKLA, S.R.; PASCAL KAMDEM, D.; Properties of laboratory made yellow poplar laminated veneer lumber: effect of the adhesives; 2009; European Journal of Wood and Wood Product; volume 67; n°4.
AICHER, S.; OHNESORGE, D.; Shear strenght of glued laminated timber made from European beech timber; 2009; European Journal of Wood and Wood Product; volume 69; n°1.




